Compact Feeder sind Pressenvorschübe, die speziell für die Arbeit in engen Räumen bei fortschrittlichen Verfahren entwickelt wurden. Sie eignen sich für den Einsatz in Anwendungen, bei denen die Fahrgeschwindigkeit und die Anforderungen an die Richtqualität optimal sind. Kompaktvorschübe sind die am häufigsten verwendeten Coilvorschübe. Es ist möglich, mit allen Arten von Materialien zu arbeiten, einschließlich der hochfesten, mit den verschiedenen Walzendurchmessern und Richtgruppen-Design.
Schlaufenvorschübe werden bevorzugt für schnellere und qualitativ hochwertige Richtanwendungen eingesetzt.
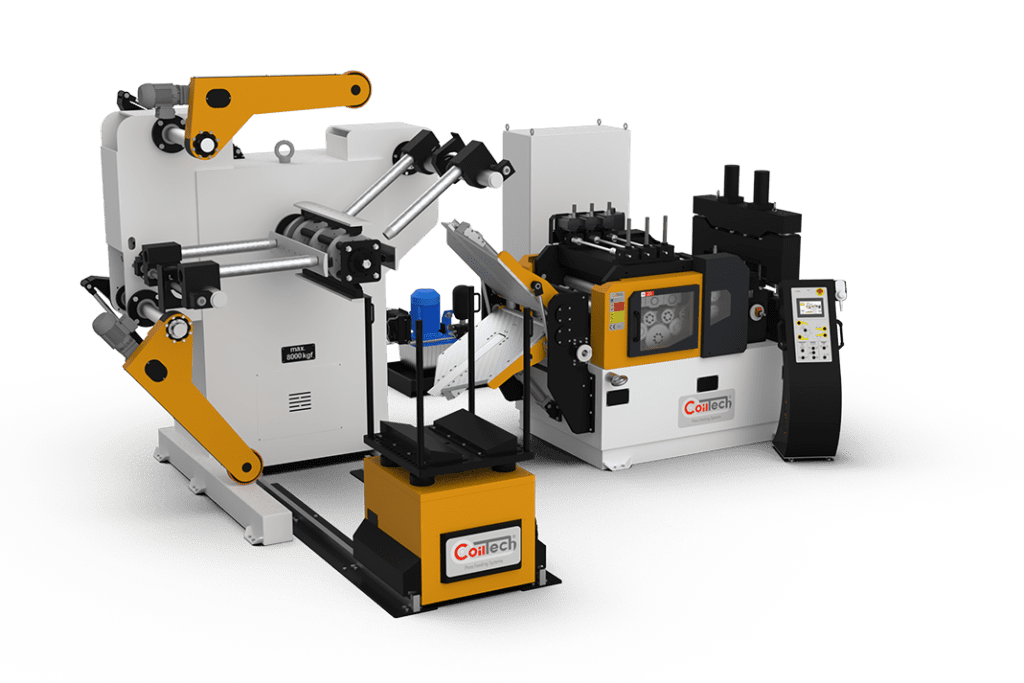
Compact Feeder Allgemeine Spezifikationen
- Coildickenkapazität zwischen 0,4mm ~ 12mm
- Coilbreitenkapazität zwischen 20mm ~ 2000mm
- Liniengeschwindigkeit bis zu 20m/min
- Hydraulisches Steuerungssystem
- Präzise Blechpositionierung innerhalb der Matrize mit Handrad
- ±0,1mm Coilvorschubgenauigkeit mit externer Encodersteuerung
- Kontaktlose Blecheinführung von der Abwickelhaspel zur Richtmaschine
- Richtgruppenoption mit Stützwalzenoption
Coil-Ladewagen
Das Coil, das mit dem Gabelstapler oder Kran auf dem Ladewagen abgelegt wird, wird mit der Steuerung schnell und sicher an der Trommel befestigt. Der Coil-Ladewagen bewegt sich in der Z-Achse mit Hydraulikkolben und in der Y-Achse mit Wechselstrommotorantrieb. Es gibt Führungsarme, die verhindern, dass das geladene Coil während der Bewegung des Wagens umkippt.
Servomotorisierte seitliche Spulenführungen
Die Coils werden zentriert auf die Trommel geladen und durch servomotorische seitliche Coilführungen bedient. Wenn der Bediener die Blechbreite am Bedienpult eingibt, spreizen sich diese seitlichen Führungen seitlich von der Mitte der Trommel bis zur eingegebenen Blechbreite. Auf diese Weise wird verhindert, dass das Coil nicht mittig ausgerichtet wird. Die Coil-Ladezeit wird schneller und sicherer.
Krokodil
Das Richtwerk wird von der Einlaufseite her in einem Winkel von ca. 20 Grad geöffnet. Dadurch kann das Blech leicht in die Richtmaschine eingeführt werden. Diese Funktion verringert den Zeitverlust beim Einrichten. Das Öffnen der Gruppe wird von Hydraulikzylindern angetrieben.
Servomotorische Führungen
Die Führungen an der Ein- und Auslaufseite der Richtmaschine und der Anlegergruppe werden durch Servomotoren verstellt. Wenn der Bediener die Bogenbreite in das Bedienfeld eingibt, bewegen sich diese Führungen seitlich von der Mitte und gehen zum Referenzpunkt. Dies sorgt dafür, dass der Bogen die Matrize so erreicht, wie er in der Richt- und Anlegergruppe zentriert ist. Die Servomotoren ermöglichen es, diese Einstellung genau und schnell vorzunehmen.
Servomotorische Richtmaschine Einstellung
Die oberen Walzen der Richtwerkgruppe können individuell eingestellt werden. Diese Steuerung ermöglicht eine präzisere Einstellung der Flachheit. Die Druckanpassung erfolgt durch die servogesteuerte Oberwalzengruppe. Die Positionseinstellung erfolgt automatisch durch Eingabe der Position am Bedienfeld. Die aktuellen Positionen der einzelnen Walzen können über das Bedienfeld genau überwacht werden.
Positionsgesteuerte Höhenverstellung
Mit dem externen Encoder wird die Länge des eingezogenen Bogens ein anderes Mal. Messung der Vorschubwalzen und des Encoderrades Messung während des Vorschubs sofort kontrolliert Vorgang. Mögliches Verrutschen des Bogens während des sofort toleriert.
Externe Gebersteuerung
Mit dem externen Encoder wird die Länge des eingezogenen Bogens ein anderes Mal. Messung der Vorschubwalzen und des Encoderrades Messung während des Vorschubs sofort kontrolliert Vorgang. Mögliches Verrutschen des Bogens während des sofort toleriert.
Hydraulische Guillotine
Guillotine-Schere, schneidet das Blech zwischen Zuführung und Matrize falls der Betrieb aus irgendeinem Grund unterbrochen wird. Darüber hinaus gibt es Versionen mit hoher Geschwindigkeit und verstellbarem Schneidspalt, um Ablängarbeiten für Transfersysteme durchzuführen.